


I. Core Project Information
Client: Shanghai Haitao Machinery Co., Ltd. (Specializing in water pumps for EA211 and EA888 engines).
Core Requirement: Address frequent sealing failures (leakage) caused by rapid wear due to complex operating conditions in China, characterized by high levels of particulate contamination in coolant systems. The new seal needed to be resistant to particulate erosion, operate reliably between -20°C and 100°C, and demonstrate a service life at least 60% longer than the original design.
Solution: A custom sealing structure featuring a specially grooved sealing face, paired with wear-resistant materials, to significantly enhance sealing performance.
Project Timeline: 5 days (design) + 30 days (prototyping) + 5 days (bench testing) + 20 days (volume production rollout).
Final Outcome: The time-to-seal-failure was extended from 70 hours to 150 hours, representing a 114% increase in service life, successfully meeting the operational lifespan requirement.
II. Original Challenges & Pain Points
Poor Adaptation to Operating Conditions: Coolant pipelines in China are often not thoroughly cleaned during maintenance, and coolant quality varies. This leads to a harsh working environment for automotive water pumps, where particulate matter easily intrudes into the sealing interface, causing abrasive wear and accelerating seal degradation, resulting in frequent leakage complaints.
Inherent Design Flaw: The original seal utilized a flat-face design with no ability to manage particulates. Intruded particles tended to accumulate on the sealing contact surface, causing scratches and damage.
Significant Lifespan Shortfall: The original sealing structure had an average lifespan of only 400 hours, with a market complaint rate of 0.2%, leading to relatively high warranty claims.
Limited Material Compatibility: The original seal material exhibited poor resistance to particulate abrasion in certain high-contamination conditions, accelerating wear and further contributing to seal failure.
III. Design of the Grooved Sealing Face Structure
(I) Overall Design Philosophy
The design focused on core objectives of particulate resistance and durability. By integrating grooves into the sealing face and combining them with wear-resistant materials, the solution prevents particle accumulation on the critical sealing surface while ensuring the seal's robustness against contaminants. This significantly improves the sealing interface's integrity and conformity, making it suitable for harsh, particle-laden environments.
(II) Core Structural Design (Key Features of the Grooved Face)
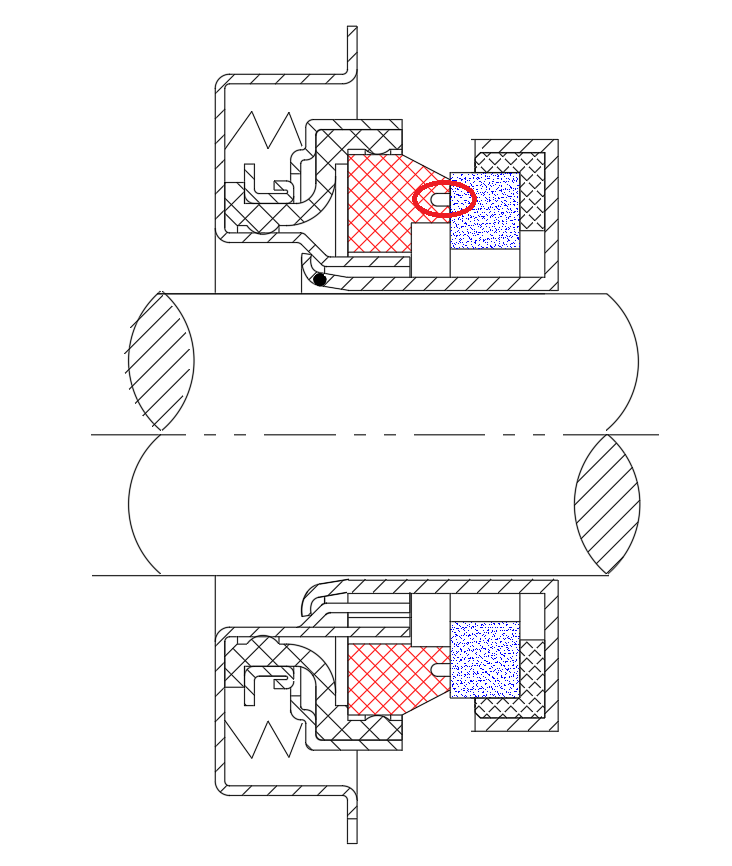
Groove Pattern on Sealing Face: A single annular U-shaped groove is machined at the center of the 2.4mm wide sealing face. The groove is 0.4mm wide and 0.8mm deep. This creates two distinct sealing contact lands. During operation, intruding particles are directed to migrate into the groove, protecting the secondary sealing land from damage and thereby extending the overall seal life.
(III) Material Selection & Compatibility
Stationary Seal Ring (with groove): High-hardness hard carbon graphite was selected to increase surface hardness (Shore hardness ≥ 85) and enhance wear resistance.
Rotary Seal Ring: Alumina ceramic was chosen to maintain sealing performance while optimizing cost-effectiveness.
Metal Components: Stainless steel (304) is used to prevent corrosion in the operational environment, avoiding the generation of rust particles which could contaminate the sealing interface.
Elastomer Component: Nitrile Rubber (NBR) is employed for its reliable performance across the required temperature range (-20°C to 100°C).
IV. Testing & Validation
(I) Test Standards & Conditions
Simulated Operating Conditions: Standard test dust (JIS Z 8901 Class 8) at a concentration of 10g/L in a 50/50 (vol.) water/antifreeze mixture. Pump speed cycle: 1000 rpm (60s) → 2000 rpm (120s) → 3000 rpm (120s) → 4000 rpm (120s) → 5000 rpm (60s) → 4000 rpm (120s) → 3000 rpm (120s) → 2000 rpm (120s) → 1000 rpm (60s). One cycle = 15 minutes. Total test duration: 600 cycles, 9000 minutes (150 hours). Operating temperature: 90°C.
Pass/Fail Criterion: Leakage rate ≤ 10 mL per 100 hours.
Control Group: The original flat-face seal structure was tested concurrently under identical conditions to ensure comparable data.
(II) Test Results
Lifespan Test: The grooved seal structure operated continuously for 150 hours with a total leakage of 6.6 mL (equivalent to 4.4 mL/100h), far exceeding the original structure's 70-hour lifespan and meeting the core requirement of a >60% life increase. Post-test inspection showed no damage to the sealing faces.
Particle Management: Teardown analysis confirmed that intruded particles had migrated and were contained within the groove. No particle accumulation or scratching was observed on the primary sealing contact surfaces.
Temperature Resistance: The Nitrile Rubber components showed no hardening or softening, confirming suitability for the specified temperature range.
Reliability: Three consecutive sample tests showed data variance within 3%, demonstrating strong structural consistency and readiness for volume application.
V. Implementation & Achievements
Volume Production Rollout: Following successful testing, the new seal structure was put into mass production. It was designed for direct replacement, requiring no modifications to existing pump assemblies, ensuring zero additional retrofit costs.
Direct Impact: The rate of seal failure-related incidents decreased from 0.2% to 0.1%, significantly reducing customer complaints.
Cost Benefits: Associated customer warranty claims were reduced by half.
Extended Application: This grooved sealing structure has since been successfully adapted to several other models of automotive water seals, consistently achieving the expected performance improvement.
VI. Case Summary
This project successfully addressed the critical pain point of seal failure in high-particulate environments. The core innovation—a grooved sealing face—combined with precise material selection and a multi-barrier sealing approach, effectively solved the fundamental issue of particle-induced abrasive wear while achieving cost-efficiency goals. The implemented solution not only met the client's requirements for extended lifespan and environmental adaptability but also delivered substantial economic value and enhanced brand reputation through reduced failure rates and warranty claims. This case provides a replicable solution model for sealing structure upgrades in similar contamination-prone applications.

